| ||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||
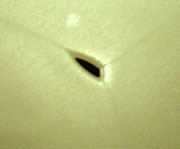
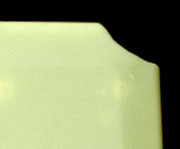
| 欠注(Short Shot)-缺陷分(fēn)析及排除方法
|
||||||||
| 文章錄入: tonyyu 來源: 點擊:2245 | ||||||||
什麽是欠注(Short Shot)?
1 設備選型不當 2 供料不足 目前常用的控制加料的辦法是定體(tǐ)積加料法,其輥料量與原料的果粒經是否均一(yī),加料口底部有無“架橋”現象。若加料口處溫度過高,也會引起落料不暢。對此,應疏通和冷卻加料口。 3 料流動性差 原料流動性差時,模具的結構參數是影響欠注的主要原因。因此應改善模具澆注系統的滞流缺陷,如合理設置澆道位置,擴大(dà)澆口,流道和注料口尺寸,以及采用較大(dà)的噴嘴等。同時可在原料配方中(zhōng)增加适量助劑改善樹(shù)脂的流動性能。此外(wài),還應檢查原料中(zhōng)再生(shēng)料是否超量,适當減少其用量。 4 潤滑劑超量 如果原料配方中(zhōng)潤滑劑量太多,且射料螺杆止逆環與料筒磨損間隙較大(dà)時,熔料在料筒中(zhōng)回流嚴重會引起供料不足,導緻欠注。對此,應減少潤滑劑用量及調整料筒與射料螺杆及止逆環間隙,修複設備。 5 冷料雜(zá)質阻塞料道 當熔料内的雜(zá)質堵塞噴嘴或冷料阻塞 澆口及流道時,應将噴嘴折下(xià)清理或擴大(dà)模具冷料穴和流道截面。 6 澆注系統設計不合理 一(yī)模多腔時,往往因澆口和澆道平衡設計不合理導緻塑件外(wài)觀缺陷。設計澆注系統時,要注意澆口平衡,各型腔内塑件的重量要與澆口大(dà)小(xiǎo)成正比,使各型腔能同時充滿,澆口位置要選擇在厚壁處,也可采用分(fēn)流道平衡布置的設計方案。若澆口或流道小(xiǎo),薄,長,熔料的壓力在流動過程中(zhōng)沿程損失太大(dà),流動受阻,容易産生(shēng)填充不良。對此應擴大(dà)流道截面和澆口面積,必要時可采用多點進料的方法。 7 模具排氣不良 當模具内因排氣不良而殘留的大(dà)量氣體(tǐ)受到流料擠壓,産生(shēng)大(dà)于注射壓力的高壓時,就會阻礙熔料充滿型腔造成欠注。對此,應檢查有無設置冷料穴或其位置是否正确,對于型腔較深的模具,應在欠注的部位增設排氣溝槽或排氣孔;在合模面上,可開(kāi)設深度爲0.02~0.04mm,寬度爲5~10mm的排氣槽,排氣孔應設置在型腔的最終充模處。使用水分(fēn)及易揮發物(wù)含量超标的原料時也會産生(shēng)大(dà)量的氣體(tǐ),導緻模具排氣不良。此時,應對原料進行幹燥及清除易揮發物(wù)。 此外(wài),在模具系統的工(gōng)藝操作方面,可通過提高模具溫度,降低注射速度,減小(xiǎo)澆注系統流動助力,以及減小(xiǎo)合模力,加大(dà)模具間隙等輔助措施改善排氣不良。 8 模具溫度太低 熔料進入低溫模腔後,會因冷卻太快而無法充滿型腔的各個角落。因此,開(kāi)機前必須将模具預熱至工(gōng)藝要求的溫度,剛開(kāi)機時,應适當節制模具内冷卻水的通過量。若模具溫度升不上去(qù),應檢查模具冷卻系統的設計是否合理, 9 熔料溫度太低 通常,在适合成型的範圍内,料溫與充模長度接近于正比例關系,低溫熔料的流動性能下(xià)降,使得充模長度減短。當料溫低于工(gōng)藝要求的溫度時,應檢查料筒加料器是否完好并設法提高料筒溫度。剛開(kāi)機時,料筒溫度總比料筒加熱器儀表指示的溫度要低一(yī)些,應注意将料筒加熱到儀表溫度後還需怛溫一(yī)段時間才能開(kāi)機。如果爲了防止熔料分(fēn)解不得不采取低溫注射時,可适當延長注射循環時間,克服欠注。對于螺杆式注塑機,可适當提高料筒前部區段的溫度。 10 噴嘴溫度太低 在注射過程中(zhōng),噴嘴是與模具相接觸的,由于模具溫度一(yī)般低于噴嘴溫度,且溫差較大(dà),兩者頻(pín)繁接觸後會使噴嘴溫度下(xià)降,導緻熔料在噴嘴處冷凍。 如果模具結構中(zhōng)沒有冷料穴,則冷料進入型腔後立即凝固,使助塞在後面的熱熔料無法充滿型腔。因此,在開(kāi)模時應使噴嘴與模具分(fēn)離(lí),減少模溫對噴嘴溫度的影響,使噴嘴處的溫度保持在工(gōng)藝要求的範圍内。 如果噴嘴溫度很低且升不上去(qù),應檢查噴嘴加熱器是否損壞,并設法提高噴嘴溫度,否則,流料的壓力損失太大(dà)也會引起欠注。 11 注射壓力或保壓不足 注射壓力與充模長度接近于正比例關系,注射壓力太小(xiǎo),充模長度短,型腔填充不滿。對此,可通過減慢(màn)注射前進速度,适當延長注射時間等辦法來提高注射壓力。在注射壓力無法進一(yī)步提高的情況下(xià),可通過提高料溫,降低熔料粘度,提高熔體(tǐ)流動性能來補救。值得注意的是若料溫太高會使熔料熱分(fēn)解,影響塑件的使用性能。 此外(wài),如果保壓時間太短,也會導緻填充不足。因此,應将保壓時間控制在适宜的範圍内,但需要注意,保壓時間過長也會引起其它故障,成型時應根據塑件的具體(tǐ)情況酌情調節。 12 注射速度太慢(màn) 注射速度與充模速度直接相關。如果注射速度太慢(màn),熔料充模緩慢(màn),而低速流動的熔體(tǐ)很容易冷卻,使其流動性能進一(yī)步下(xià)降産生(shēng)欠注。對此,應适當提高注射速度。但需注意,如果注射速度太快,很容易引起其它成型故障。 13 塑件結構設計不合理 當塑件厚度與長度不成比例,形體(tǐ)十分(fēn)複雜(zá)且成型面積很大(dà)時,熔料很容易在塑件薄壁部位的入口處流動受阻,使型腔很難充滿。因此,在設計塑件的形體(tǐ)結構時,應注意塑件的厚度與熔料充模時的極限流動長度有關。 在注射成型中(zhōng),塑件的厚度采用最多的爲1~3mm,大(dà)型塑件爲3~6mm,一(yī)般推薦的最小(xiǎo)厚度爲;聚乙烯0.5mm,醋酸纖維素和醋酸丁酸纖維素塑料0.7mm, 乙基纖維素塑料0.9mm,聚甲基丙烯酸甲酯0.7mm,聚酰胺0.7mm,聚苯乙烯0.75mm,聚氯乙烯2.3mm。通常,塑件的厚度超過8mm或小(xiǎo)于0.5mm都對注塑成型不利,設計時應避免采用這樣的厚度。 此外(wài),在成型形體(tǐ)複雜(zá)的結構塑件時,在工(gōng)藝上也要采用必要的措施,如合理确定澆口的位置,适當調整流道布局,提高注射速度或采用快速注射。提高模具溫度或選用流動性能較好的樹(shù)脂等。 欠注缺陷的排除辦法
(1) 工(gōng)藝條件控制不當。應适當調整。 |
||||||||
|
|
聯系電話(huà):0769-88996485
傳真:0769-22388950
E-mail:tony@inj.cn 本站網址:www.inj.cn 網絡實名:華南(nán)注塑技術顧問 中(zhōng)文域名:華南(nán)注塑技術顧問.cn 通用網址:華南(nán)注塑技術顧問 版權所有:華南(nán)注塑技術顧問CopyRight 2007-2012常年企業律師:企友律師事務所 粵ICP備09074806号 |