| ||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||
| 注塑件白(bái)線的形成與改善
|
| 文章錄入: admin 來源: 點擊:3229 |
1、白(bái)線的形成
1.1 白(bái)線的微觀解釋:
高聚物(wù)在拉伸應力作用下(xià),由于應力集中(zhōng)而産生(shēng)的空化條紋狀形變區,這些條紋平面區強烈地反射可見光,使材料表面形成一(yī)片銀白(bái)色光澤,俗稱白(bái)線。
1.2 白(bái)線的特點:
a. 平均密度低于本體(tǐ)密度(受拉後體(tǐ)積增大(dà));
b. 退火(huǒ)後可回縮或消失,若惡化嚴重時則變成裂紋。 1.3 本體(tǐ)(未受拉狀态)、白(bái)線、裂紋圖解如下(xià):
1.4 常見白(bái)線的位置:
a. 産品分(fēn)型面附近
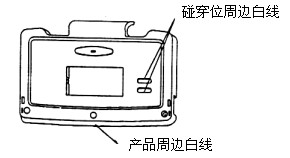
b. 碰穿位周邊
c. 周邊止口位
d. 膠件尖角、夾水紋處
1.5 形成白(bái)線的幾種情況及原因分(fēn)析:
a. 鎖模力不足
b. 前模大(dà)鑲件分(fēn)型面發生(shēng)永久變形
c. 膠件周邊殘餘應力過大(dà)
d. 産品内應力集中(zhōng)處受環境因素作用
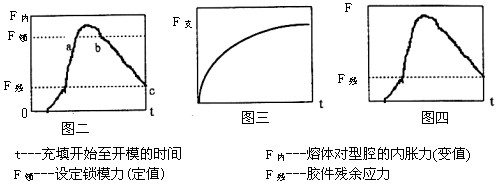
1.5.1鎖模力不足産生(shēng)白(bái)線分(fēn)析
鎖模力不足指模具鎖緊力(F鎖)<充填時熔體(tǐ)對模具型腔的最大(dà)内脹力
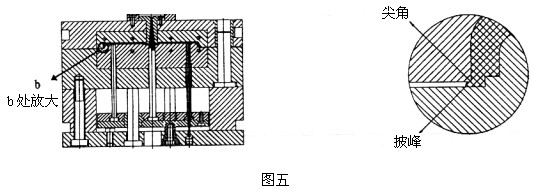
(F内max),如圖(二)爲型腔壓力-時間曲線(F内- t),圖中(zhōng)oa段F鎖>F内,,此階段模具處于鎖緊狀态,進入ab段, F鎖<>内,,則模具被熔體(tǐ)脹開(kāi),産品分(fēn)型面周邊生(shēng)成披峰,進入bc段,因F鎖>F内,,模具有鎖緊趨勢,此時後模腔表面受到三個力作用,即F内、F鎖、F支,(F支爲熔體(tǐ)因漸漸冷卻而産生(shēng)對後模腔表面的一(yī)個支持力,此力随時間的變化關系,如下(xià)圖三)。
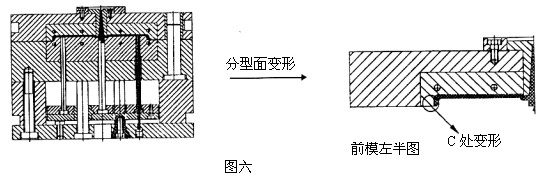
1.5.2前模大(dà)鑲件分(fēn)型面發生(shēng)永久變形産生(shēng)白(bái)線分(fēn)析
模具大(dà)鑲件長期受壓,甚至有時實際鎖模力超過其所能随的最大(dà)壓力,則導緻大(dà)鑲件的永久性變形,根據模具結構,往往凹模易變形,如圖六。
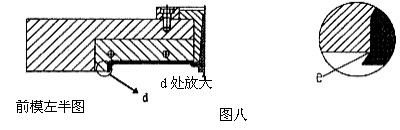
1.5.3 膠件周邊殘餘應力過大(dà)(超過大(dà)氣壓力)産生(shēng)白(bái)線分(fēn)析 脫模過程中(zhōng),膠件外(wài)層從殘餘應力下(xià)突然進入大(dà)氣壓力,塑件内層擠壓外(wài)層(因殘餘應力作用),在脫模的一(yī)瞬間,暴露在大(dà)氣壓中(zhōng)的膠件部位迅速膨脹。如右圖(八)膠件e處受到極大(dà)的拉應力,所以此處易出現白(bái)線。白(bái)線之處往往是受力較大(dà)或比較薄弱的地方。
1.5.4産品内應力集中(zhōng)處受環境因素作用
應力集中(zhōng)處是産品最薄弱的環節(如尖角,熔接不好,高度取向等),其受化學物(wù)質、光照、浸濕、溶劑等作用,高分(fēn)子鏈容易被破壞(收縮或斷裂),因而易産生(shēng)白(bái)線或裂紋。
2、 白(bái)線的改善 2.1 鎖模力不足
2.1.1 加大(dà)鎖模力,防止模具脹開(kāi)。
2.1.2 加多撐頭,使後模闆不變形,避免産品碰穿位出現白(bái)線。
2.2 前模大(dà)鑲件分(fēn)型面發生(shēng)永久變形 2.2.1 提高材料沖擊強度,使膠件能承受較大(dà)的形變。生(shēng)産中(zhōng)HIPS 470膠件産生(shēng)白(bái)線較多,ABS T700極少。
2.2.2 提高模具鋼材強度,使其能夠承受所要求鎖模力。
2.2.3 适當升高模溫,加大(dà)高聚物(wù)分(fēn)子間距離(lí),使膠件壓縮程度增大(dà)。
2.3 膠件周邊殘餘應力過大(dà) 2.3.1 調整入水,使産品入水趨于平衡,避免局部物(wù)料過飽現象,使産品密度均勻。
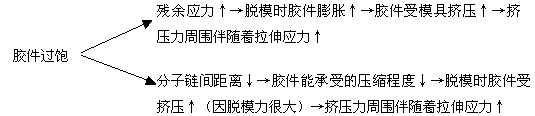
2.3.2 産品合格基礎上,減少保壓、背壓、調節好保壓切換點,避免膠件過飽。
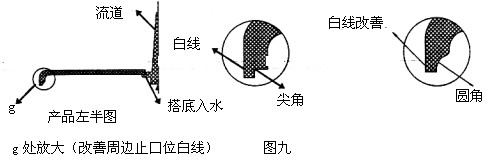
 2.3.3 改進産品設計,避免尖角。如下(xià)圖(九)
2.4 産品内應力集中(zhōng)處受環境因素作用
2.4.1 充填時防止冷膠進入模腔,避免入水處内應力.
2.4.2 避免膠件暴曬、浸濕、接觸溶劑等。
2.4.3 對薄壁産品,其填充速度不宜太快,熔體(tǐ)流程不宜太長,避免膠件内部分(fēn)子鏈高度取向,導緻較大(dà)的内應力。
3、 實例分(fēn)析 實驗膠件:30-07780-100-000中(zhōng)殼
物(wù) 料:HIPS 470+P0059(蘭)
機 型:C20# J150EⅡ
主要設置參數:IP1=60% IP2=80% IP3=50% HP1=25% HP2=30%
V1=15% V2=40% V3=20% F鎖=120T
S0=105mm S1=95mm S2=30mm S3=25mm (SS=18.3mm)
以上參數啤出的産品爲合格産品(表面無缺陷,周邊和碰穿孔無白(bái)線)。
A、 将鎖模力依次下(xià)降至110T、100T、95T、90T,其它參數不變,結果産品周邊和碰穿孔白(bái)線随鎖模力的下(xià)降而加大(dà)。
B、 提高保壓壓力,即HP1從25%升至35%,HP2從30%升至45%。其它設置參數與合格産品相同,結果啤出的産品周邊出現明顯白(bái)線。
C、 調節保壓切換點,即S3從25mm降至此21mm,其它設置參數與合格産品相同,結果啤出的産品周邊也出現明顯白(bái)線。
|
|
|
聯系電話(huà):0769-88996485
傳真:0769-22388950
E-mail:tony@inj.cn 本站網址:www.inj.cn 網絡實名:華南(nán)注塑技術顧問 中(zhōng)文域名:華南(nán)注塑技術顧問.cn 通用網址:華南(nán)注塑技術顧問 版權所有:華南(nán)注塑技術顧問CopyRight 2007-2012常年企業律師:企友律師事務所 粵ICP備09074806号 |