| ||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||
| 碼模力的估算方法
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 文章錄入: admin 來源: 點擊:3100 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
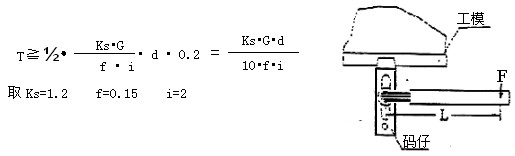
| 機房在上模時對碼仔螺絲施加多大(dà)的力度非常重要,合适的力度可保證模具安全生(shēng)産,又(yòu)可保護機闆螺牙和碼模螺絲牙。
1、估算依據
(1)模具因受碼仔壓力作用貼合在機闆上,而碼模螺絲則因外(wài)力作用下(xià)擰緊産生(shēng)拉力(Qp)作用于碼仔上,在碼仔與模闆,以及模闆與定位機闆上産生(shēng)靜摩擦力F來克服模具自重産生(shēng)的向下(xià)的作用力(G);
(2)要使模具不産生(shēng)向下(xià)滑移,則要求F∑≧Ks•G…(1)
假設各個碼模螺絲所需的預緊力均爲Qp,螺絲壓在碼仔中(zhōng)部位置,螺絲數目爲4個,考慮有時單邊落模安全起見則: 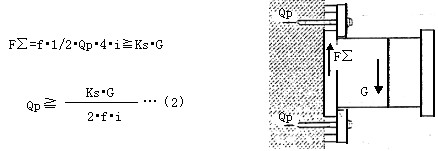
T≈Qp•d …(3) 式中(zhōng):T-作用在螺絲上的力矩 d-螺絲直徑
由(2)、(3)式整理得:
則:T≧0.4•G•d … (4)
而T = F • L F≧0.4•G•d/L
式中(zhōng):L-水喉通(即套筒)的有效長度;
G-模具自重;
d-碼模螺絲直徑;
F-垂直作用在套筒上的力。
2、估算公式
Fmin=0.4 G•d/L,一(yī)般d爲定值,有三種規格:M16、M20、M24;根據不同長度的水喉通,以及不同重量的模具可粗略估算出需施加的最小(xiǎo)碼模力。(附表)注:表中(zhōng)F爲垂直作用在套筒上的最小(xiǎo)力度,L爲水喉通長度,G爲模具重量。
① 當用M16螺絲時(220T以下(xià)機台):(F單位:Kg)
備注:據統計220T及以下(xià)噸位啤機,一(yī)般所啤模具重量在800kg以下(xià)。
② 當用M20螺絲時(265以上噸位機台):(F單位:Kg)
③ 當用M24螺絲時(850噸位機台專用):(F單位:Kg)
3、最大(dà)碼模具力度校核 一(yī)般螺絲、機闆用的材料爲A3,強度級别爲4.6,由資(zī)料可查得螺絲的屈服強度σs=240Mpa,安全系數爲S=1.5,螺絲孔材料的許用應力:
可求得:Tmax=[σ] • π/4•d2•0.2 當[σ]= 160Mpa,作用在螺絲上的最大(dà)力矩如下(xià)表:
備注:正常人的最大(dà)臂力在35~40kg左右。
4、結論 (1)爲了防止螺絲受力矩過大(dà),我(wǒ)(wǒ)們可限制套筒長度;
M12螺絲 适宜用L=20~25CM
M16螺絲 适宜用L=25~30CM
M20螺絲 适宜用L=40~45CM
M24螺絲 适宜用L=50~55CM
(2)螺絲牙旋入深度H=1.5d,約12個螺牙深度已足夠,但必須超過9個螺牙深度,如果機闆螺牙有摩損,則需相應打深點;
(3)需定期檢查螺絲牙及螺紋孔有無變形、損傷,及時更換和維修,螺紋孔内要定期清理内面的鐵屎雜(zá)質,在無大(dà)載荷下(xià)螺絲可以輕松放(fàng)入足夠深度; (4)根據每個人臂力(平均可進行測試)的不同,可控制施加力度;平時在上模時爲防止碼仔不緊模具,而用整個身體(tǐ)的重量來作用于套筒上的方法是不可取的。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
聯系電話(huà):0769-88996485
傳真:0769-22388950
E-mail:tony@inj.cn 本站網址:www.inj.cn 網絡實名:華南(nán)注塑技術顧問 中(zhōng)文域名:華南(nán)注塑技術顧問.cn 通用網址:華南(nán)注塑技術顧問 版權所有:華南(nán)注塑技術顧問CopyRight 2007-2012常年企業律師:企友律師事務所 粵ICP備09074806号 |